



Forenkling af effektiv udstyrsrengøring
Udstyrsdesign og rengøringsprocedurer spiller begge en rolle ved grundig sterilisering og rengøring.
Sterilisering bruges normalt for at dræbe bakterier i et system. Udstyr rengøres derudover for at fjerne reststoffer fra det forrige produktbatch og gennemskylles derefter for at fjerne rengøringsmidlerne. Med henblik på at sikre, at sterilisering og rengøring er effektiv og sikker, er det ikke tilstrækkeligt at udvikle de korrekte procedurer. Det forbedrer yderligere omkostningseffektivitet samt patientsikkerhed at vælge det rigtige produktionsudstyr.
Overvejelser ved valg af udstyr
Det valgte udstyr skal minimere risikoen for kontaminering grundet uhensigtsmæssige produktkontaktflader. Maskiner må ikke lade luftbårne partikler og støv trænge ind i miljøet og heller ikke medføre risikoen for, at olie eller andre stoffer, der er nødvendige for driften, kontaminerer produktet. Hvis en operatør ikke kan få tilstrækkelig adgang til alle udstyrsoverflader, kan vedkommende ganske enkelt ikke rengøre dem. Med henblik på at forenkle effektiv rengøring skal udstyr designes med dette princip in mente.
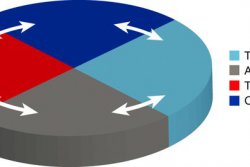
Cirklen med tid, virkning, kemikalier og temperatur (TACT – Time, Action, Chemicals, Temperature), der oprindeligt blev udviklet af Sinner i 1960, viser de rengøringsvirkninger, som disse parametre har på udstyrsoverfladen (se figur 1). Cirklen viser den udstrækning, hvori tid samt mindst én yderligere parameter fjerner rester fra en overflade. Hvis én parameter forøges, kan de resterende blive formindsket.
Hvis man f.eks. dypper sine fedtede hænder i vand, bliver de ikke rene. Hvis man gør det i sæbevand, bliver de rene, men kun efter lang tid. Hvis sæbevandets temperatur imidlertid hæves, bliver ens hænder hurtigere rene. Hvis man samtidig gnider hænderne sammen, bliver de rene endnu hurtigere. Reststofferne og
produktkontaktfladen bestemmer størrelsen, eller påvirkningen, der er nødvendig for rengøringsprocessen. Den mest egnede type kemikalier og den korrekte temperatur bestemmes i henhold til reststofferne. Med en høj overfladevirkning kan kemikalierne og temperaturen arbejde mere effektivt, hvilket gør det muligt at reducere begge disse parametre samt rengøringstiden.
Eftersom virkningen ofte er indbygget i udstyrsdesignet, kan valg af det rigtige udstyr reducere omkostningerne og forøge et systems evne til at blive rengjort.
Rengøringsvirkningen på udstyrsoverfladen opnås ved at generere høj hastighed eller flow af rengøringsmidlerne på alle produktkontaktflader. Denne metode fordeler kemikalierne og temperaturen bedre end lav hastighed. Højere hastighed genererer endvidere høj turbulens og forskydningskraft på overfladen, hvilket sikrer, at kemikalierne og temperaturer når dybt ind i reststofferne og opløser eller frigør dem sikkert og effektivt.
Afprøvning af TACT-parametre
Med henblik på at teste TACT-parametrenes indflydelse udviklede forfatteren en afprøvning af tankrensning med to tankrensningsenheder, som genererede forskellige virkningsgrader. En statisk sprøjtekugle genererer typisk en vægforskydningsspænding på 2-5 Pa (dvs. faldende filmspænding, afhængigt af væsketemperaturen). En roterende stråledyse genererer typisk en vægforskydningsspænding på 40-1000 Pa (dvs. stråleanslag, afhængigt af strålens mønsternet).
For at rengøre tanken tilstrækkeligt arbejdede to statiske sprøjtekugler i 48 min. med en flowhastighed på 20 m3/t og et systemtryk på 2,5 bar. Én roterende stråledyse opnåede imidlertid bedre resultater, da den arbejde i 14 min. med en flowhastighed på 6 m3/t og et systemtryk på 5,0 bar (se figur 2 og 3 samt tabel I).
Afprøvningen påviste, at teorien bag TACT-cirklen fungerer i praksis. For at fjerne et vist reststof fra en vis overflade kan parametrene i TACT-cirklen justeres med henblik på omkostningsoptimering (se figur 3). Med større virkning var det muligt at reducere tiden, mængden af kemikalier samt varmeenergien og stadig opnå et ens eller bedre resultat. Høje forskydningskræfter kan i sig selv fjerne reststoffer fra de fleste overflader uden kemikalier eller høje temperaturer. Denne metode kan reducere risikoen for kontaminering som følge af rengøringskemikalier og markant formindske omkostningerne til rengøring.
Faldgruber i udstyrsdesign
Stærk rengøringsvirkning på alle produktkontaktflader minimerer risiciene for kontaminering og systemfejl samt muliggør også omkostningseffektiv rengøring. Almindelige faldgruber i design hindrer imidlertid udstyrets evne til at blive rengjort. "Dead legs", lommer og sprækker, luftlommer og uhensigtsmæssige udstyrsoverflader er faldgruber, der alt for ofte ses i medicinalindustrien.
"Døde ben". Det er almen viden, at "dead legs" bør undgås eller minimeres i et system (se figur 4).
Ifølge nogle retningslinjer bør målingen af længde i forhold til diameter (L/D) for "dead legs" ikke være mere end 2, og i nogle tilfælde ikke mere end 3. Forholdet mellem hovedrørets hastighed og L/D-målingen overses imidlertid ofte. Høj hastighed i hovedrøret får turbulensen til at gå dybere ind i det pågældende "dead leg", og det vil fjerne reststoffer i bunden af det, hvis turbulensen eller virkningen er tilstrækkelig kraftig.
I en artikel fra 1997 præsenterede Haga et al. resultater af afprøvninger med forskellige hastigheder i hovedrøret i forskellige L/D-målinger (1). De fandt frem til, at det for en L/D på 6 er muligt at rengøre tilstrækkeligt for reststoffer, hvis hovedrørets hastighed er højere end 1,5 m/s. De fandt endvidere ud af, at det for en L/D på 3 er umuligt at fjerne reststofferne, hvis hovedrørets hastighed er lavere end 0,7 m/s (se figur 5).
Lommer og sprækker. Der er ingen tommelfingerregel for dybden af lommer og sprækker. Figur 6 viser en typisk sprække i farmaceutiske systemer. Ifølge mange retningslinjer skal sprækker undgås eller om muligt elimineres, et udsagn, der synes svagt, hvis man tager i betragtning, at en sprække kan sammenlignes med et "dead leg" med en L/D-måling på 50-100, sammenlignet med de normale 2-3. Det ville ifølge Haga et al. være umuligt at opnå den hastighed, der er påkrævet for at rengøre bunden af en sprække. Lommer og sprækker bør derfor ikke findes i farmaceutiske systemer, fordi de altid vil udgøre en stor risiko for kontaminering.
Luftlommer. Luftlommer kan beskrives som "dead legs" eller sprækker, der vender på hovedet (se figur 7). Selvom reststoffer ikke samles i en luftlomme, klæber de sig til overfladen. Det er vanskeligt at tømme disse lommer for luft under rengøringsprocessen, hvilket betyder, at rengøringsmidlet ikke når toppen af luftlommen og i overensstemmelse dermed ikke rengør den. Luftlommer skal derfor elimineres, ellers vil de medføre en stor risiko for kontaminering.
Overfladefinish. Overfladefinish anses ofte for at være en måling af hygiejnisk design. Grundsætningen er, at jo glattere overfladen er, desto mere hygiejnisk og nem at rengøre er den. Men dette princip er rent faktisk åbent til debat. En undersøgelse fra 2003 udført af Hilbert et al. afprøvede bakteriers klæbeevne på flere overflader og disse overfladers evne til at blive rengjort (2). Overfladerne, fra 0,1 μm elektropolerede til 0,8 μm mekanisk polerede, viste ingen forskelle i klæbeevne eller evne til at blive rengjort. Hovedårsagen til dette var de enkelte bakteriers relativt store størrelse sammenlignet med den lille størrelse af overfladernes ujævnheder. Så længe overfladefinishen er under Ra 0,8-1,0 μm, er bakterierne for store til at blive fanget mellem overfladeujævnhederne. I en anden undersøgelse påviste Riedewald imidlertid, at når bakterier ophobes i en biofilm, afhænger klæbeevne og rengøringsevne af overfladefinishen (3). Det er vanskeligt for biofilm at sætte sig fast på en glat overflade, og det er således nemt at frigøre den fra en sådan overflade.
Det samme gælder for andre klæbrige reststoffer. En undersøgelse udført på Teknologisk Institut i Kolding afprøvede rengøringsevnen for overflader tilsat en yogurtopløsning, som var blevet ovntørret (4). Undersøgelsen viste klart, at en overflade med en lav Ra-værdi var nemmere at rengøre end en overflade med en høj Ra-værdi. De afprøvede overflader lå mellem en Ra-værdi på 0,15 og 2,4 μm. Elektropolerede overflader var også nemmere at rengøre end mekanisk polerede overflader, som igen er nemmere at rengøre end bejdsede overflader. Med korrekt designet udstyr undgås ovennævnte faldgruber, og dermed forenkles sikker og omkostningseffektiv rengøring. Jo større rengøringsvirkning der anvendes på alle produktkontaktflader, desto nemmere, mere sikkert og hurtigt vil systemrengøringen være.
Referencer
1. R. Haga et al., Pharm. Eng. 17 (5), 8–21 (1997).
2. L.R. Hilbert et al., Int. Biodeterior. Biodegradation 52 (3), 175–185 (2003).
3. F. Riedewald, PDA J. Pharm. Sci. Technol. 60 (3), 164–171 (2006).
4. D. Bagge-Rawn, Microbial Adhesion and Biofilm Formation in the Food Processing Industry (Danmarks Tekniske Universitet, Kolding, Danmark, 2007).
Biledtekset:
Figur 1: Cirklen med tid, virkning, kemi og temperatur © AlfaLaval
Tabel I: Parametre for to rengøringsprocesser © AlfaLaval
Figur 2: En tank rengjort med (a) to statiske sprøjtekugler og (b) én roterende stråledyse © AlfaLaval
Figur 3. TACT-cirkler for (a) to statiske sprøjtekugler og (b) én roterende stråledyse © AlfaLaval
Figur 4. Dead leg © AlfaLaval
Figur 5: Hastighed og måling af længde/diameter © AlfaLaval
Figur 6: Der kan dannes en lomme, som er vanskelig at rengøre, mellem to metaldele og en O-ringstætning © AlfaLaval
Figur 7: Typisk luftlomme © AlfaLaval
Om Alfa Laval
Alfa Laval indtager en førende markedsposition globalt set som leverandør af specialiserede produkter og tekniske løsninger og med aktiviteter baseret på de tre teknologier varmeoverførsel, separering og væskehåndtering. Firmaets udstyr, systemer og service hjælper vores kunder med at optimere deres processer. Løsningerne hjælper kunderne med at opvarme, afkøle, separere og transportere produkter i brancher som føde- og drikkevareproduktion, kemikalier og olie- og gas, medicinalvarer, stivelse, sukker og ethanol. Alfa Lavals produkter bruges også i kraftværker, ombord på skibe, i metal- og maskinindustrien, i mineindustrien og til spildevandsrensning, så vel som til at skabe komfort via klima- og køleanlæg.
Alfa Lavals verdensomspændende organisation arbejder tæt sammen med kunder i næsten 100 lande, så de kan være i front i den globale arena. Alfa Laval er noteret på den Nordiske Børs, Nordic Large Cap, og præsterede i 2011 et årligt salg på omkring SEK 28,6 mia. (ca. 3,2 mia. euro). Virksomheden har 16.000 medarbejdere.
Yderligere oplysninger kan fås ved henvendelse til
Per-Åke Ohlsson
Alfa Laval Lund AB, Box 74,
Rudeboksvägen 1, SE-22100
Lund, Sverige
Telefon: 46 4636 74 18,
E-mail: perake.ohlsson@alfalaval.com

Let us know if you are going to use this press release. Thank you!