



효율적인 장비 세정
장비 설계와 세정 절차 모두 완벽한 멸균 및 세정에 도움이 됩니다.
멸균 또는 위생 처리는 주로 시스템에 있는 세균을 박멸하는 데 적용됩니다. 또한 장비는 이전 제품 로트의 잔존물을 제거하기 위해 세정되며 이후 세정액을 제거하기 위해 세정됩니다. 효율적이고 안전한 멸균 맻 세정을 보장하기 위해서는 적절한 절차를 개발하는 것만으로는 충분하지 않습니다. 알맞은 제조 장비를 선정하면 비용 효율 뿐만 아니라 환자 안전성 또한 증가합니다.
장비 선정 시 고려사항
선정한 장비는 부적절한 제품 접촉 표면 때문에 오염의 위험을 최소화해야 합니다. 장비는 환경에 진애 및 먼지를 발생시키거나 장비 작동에 필요한 오일 또는 기타 물질이 제품을 오염시키는 위험을 수반해서는 안 됩니다. 작업자가 모든 장비 표면에 적절히 접근할 수 없는 경우 이는 작업자가 장비를 세정할 수 없음을 의미합니다. 효율적인 세정을 위해서는 이러한 원칙을 고려하여 장비가 설계되어야 합니다.
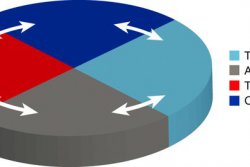
1960년 Sinner가 최초 개발한 시간, 동작, 화학물질 및 온도(TACT) 원그래프는 이러한 매개변수가 장비 표면에서 생성되는 세정 효과를 보여줍니다(그림 1 참조). 원그래프는 시간과 하나 이상의 매개변수가 표면에서 잔존물을 세정하는 정도를 나타냅니다. 하나의 매개변수가 증가하면 다른 매개변수들은 감소할 수 있습니다.
예를 들어, 만일 한 사람이 그리스가 묻은 양손을 물에 담그면 깨끗해질 수 없습니다. 만일 그 사람이 그리스가 묻은 양손을 비눗물이 담긴 욕조에 담그면 장시간 담근 경우에 한해 깨끗해집니다. 만일 한 사람이 비눗물이 담긴 욕조의 온도를 높이면 그 사람의 양손은 더욱 빨리 깨끗해집니다. 하지만 만일 그 사람이 양손을 문지르면 양손이 더 더욱 빨리 깨끗해집니다. 잔존물 및 제품 접촉 표면은 세정 절차에 필요한 크기 또는 강도를 결정합니다. 가장 적합한 화학물질 유형과 적절한 온도는 잔존물에 따라 결정됩니다. 표면 동작이 강하면 화학물질과 온도가 보다 효율적으로 활용되며 이는 이 두 매개변수를 감소시킬 뿐만 아니라 세정 시간도 단축시킬 수 있습니다.
동작은 장비 설계 시 결정되는 경우가 흔하므로 올바른 장비를 선정하면 비용을 줄일 수 있으며 시스템의 청결성을 높일 수 있습니다.
장비 표면의 세정 동작은 모든 제품 접촉 표면에서 세정액의 높은 속도 또는 유속을 발생시킴으로써 결정됩니다. 이러한 기법은 낮은 속도에 비해 화학물질 및 온도를 더 잘 분포시킵니다. 높은 속도는 또한 표면에서 높은 난류와 전단력을 발생시키며 이를 통해 화학물질과 온도가 잔존물 속으로 깊이 침투하여 안전하면서도 효율적으로 잔존물을 용해 또는 분리시킬 수 있게 합니다.
TACT 매개변수 실험
TACT 매개변수의 영향을 실험하기 위해 저자가 각기 다른 동작량을 발생시키는 탱크 세정 장치 2개를 사용한 탱크 세정 실험을 설계했습니다. 정적 스프레이 볼은 일반적으로 2–5 Pa의 벽면 전단 응력(다시 말해, 낙하막 응력(falling film stress), 액체 온도에 따라 다름)을 발생시킵니다. 회전 분사 헤드는 일반적으로 40-1000 Pa의 벽면 전단 응력(다시 말해, 충돌 분사(jet impingement), 분사 면적에 따라 다름)을 발생시킵니다.
탱크를 충분히 세정하기 위해 2개의 정적 스프레이 볼을 20 m3/h의 유속과 2.5 bar의 시스템 압력으로 48분간 작동했습니다. 보다 좋은 결과를 나타낸 1개의 회전 분사 헤드는 6 m3/h의 유속과 5.0 bar의 시스템 압력으로 14분간 작동되었습니다(그림 2 및 3, 표 I 참조).
실험 결과, TACT 원그래프의 이론이 입증되었습니다. 특정 표면에서 특정 잔존물을 세정하기 위해서는 TACT 원그래프의 매개변수를 비용 최적화에 맞게 조정할 수 있습니다(그림 3 참조). 동작을 늘리면 시간, 화학물질의 양, 가열 에너지를 줄이면서도 동일하거나 그 이상의 결과를 얻을 수 있었습니다. 높은 전단력은 화학물질이나 높은 온도 없이도 자체적으로 대부분의 표면에서 잔존물을 제거할 수 있습니다. 이 기법은 세정용 화학물질로 인한 오염의 위험을 줄이고 세정 비용 또한 많이 줄일 수 있습니다.
장비 설계의 위험
모든 제품 접촉 표면에 대한 강력한 세정 동작은 오염 및 시스템 고장의 위험을 최소화하고 또한 비용 효율적인 세정을 가능하게 합니다. 하지만 공통적인 설계상 위험은 장비 청결성을 악화시킨다는 점입니다. 데드 레그, 층, 틈새, 공기층 및 부적절한 장비 표면이 제약산업에서 주로 설계상 위험으로 파악되고 있습니다.
데드 레그. 시스템에서 데드 레그를 피하거나 최소화해야 한다는 점은 널리 인식되고 있습니다(그림 4 참조).
일부 자료에 따르면 데드 레그의 길이/직경 (L/D) 비 측정값이 2보다 크면 안되고 일부 경우에는 3보다 크면 안된다고 합니다. 하지만 주관 속도와 L/D 측정값 간의 관계를 간과하는 경우가 많습니다. 주관 속도가 빠를수록 난류가 데드 레그 속으로 더 깊이 들어가고 만일 난류 또는 동작이 충분히 강력하면 데드 레그 바닥의 잔존물이 제거됩니다.
1997년 논문(Haga et al.)에는 L/D 측정값이 다양한 주관을 다양한 속도로 실험한 결과가 있습니다(1). 논문에 따르면 L/D가 6인 경우 주관 속도가 1.5 m/s보다 크면 잔존물을 적절히 세정할 수 있는 것으로 나타났습니다. 또한 L/D가 3인 경우 주관 속도가 미만이면 잔존물을 제거할 수 없는 것으로 나타났습니다(그림 5 참조).
층 및 틈. 층 및 틈의 깊이를 눈대중으로 확인할 방법은 없습니다. 그림 6은 제약 시스템에서 확인된 일반적인 틈을 보여줍니다. 가능한 틈새를 피하거나 제거해야 한다고 언급한 자료가 많으며 정상 2-3과 비교할 때 L/D 측정값이 50-100인 데드 레그에 틈을 비유할 수 있다는 언급은 설득력이 약해보입니다. Haga et al.에 따르면 틈의 바닥을 세정하는 데 필요한 속도에 도달할 수 없습니다. 따라서 층과 틈은 항상 주요 오염 위험에 노출되기 때문에 제약 시스템에 존재해서는 안 됩니다.
공기층. 공기층은 뒤집힌 데드 레그 또는 틈으로 설명될 수 있습니다(그림 7 참조). 잔존물은 공기층 내에 모이지는 않지만 표면에 달라붙습니다. 세정 절차 도중에 이러한 공기층에서 공기를 빼내기는 어려우며 이는 세정액이 공기층의 상단에 닿지 않아서 세정하지 못함을 의미합니다. 따라서 공기층은 반드시 제거해야 하며 그렇지 못하는 경우 높은 오염 위험에 노출됩니다.
표면 마감. 표면 마감은 주로 위생 설계의 측정으로 간주됩니다. 기본적으로 표면이 부드러울수록 더 위생적이고 세정이 용이합니다. 하지만 이러한 원칙은 사실 깨지기 쉽습니다. 2003년 연구(Hilbert et al.)에서는 각종 표면에 대한 세균의 점착력과 이러한 표면의 청결성을 실험했습니다(2). 0.1 μm 전해연마 표면에서 0.8 μm 메카니칼연마 표면까지의 표면을 실험한 결과, 점착력 또는 청결성에 차이가 없는 것으로 나타났습니다. 주요 이유는 표면 결함의 크기가 작은데 비해 개별 세균의 크기가 상대적으로 크기 때문입니다. 표면 마감이 Ra 0.8–1.0 μm 미만이면 표면 결함 사이에 걸리기에는 세균이 너무 큽니다. 하지만 다른 연구(Riedewald)에서는 세균이 생물막에 축적되는 경우 점착력과 청결성이 표면 마감에 따라 다른 것으로 나타났습니다(3). 생물막은 부드러운 표면에 점착되기 어렵기 때문에 이러한 표면에서 쉽게 탈착됩니다.
점착력이 있는 기타 잔존물의 경우도 마찬가지입니다. 덴마크 콜딩 소재 기술연구소의 연구에서는 오븐 건조한 요거트 액체로 표면의 청결성을 실험했습니다(4). 이 연구에서는 Ra 값이 낮은 표면이 Ra 값이 높은 표면에 비해 세정이 더욱 용이하다는 확실한 결과가 나타났습니다. 실험한 표면은 Ra 0.15 μm에서 2.4 μm의 표면이었습니다. 또한 전해연마 표면은 메카니칼연마 표면에 비해 세정이 더욱 용이했으며 표백처리 표면에 비해서는 더 더욱 세정이 용이했습니다. 올바르게 장비를 설계하면 위와 같은 위험을 피할 수 있으므로 안전하고 비용 효율적인 세정이 가능합니다. 모든 제품 접촉 표면에 더 많은 세정 동작이 적용될수록 더욱 쉽고 안전하고 신속한 시스템 세정이 가능합니다.
참고 문헌
1. R. Haga et al., Pharm. Eng. 17 (5), 8–21 (1997).
2. L.R. Hilbert et al., Int. Biodeterior. Biodegradation 52 (3), 175–185 (2003).
3. F. Riedewald, PDA J. Pharm. Sci. Technol. 60 (3), 164–171 (2006).
4. D. Bagge-Rawn, Microbial Adhesion and Biofilm Formation in the Food Processing Industry (Technical University of Denmark, Kolding, Denmark, 2007).
그림 설명:
그림 1: 시간, 동작, 화학물질 및 온도 원그래프
그림 2: (a) 2개의 정적 스프레이 볼과 (b) 1개의 회전 분사 헤드로 세정된 탱크
그림 3: (a) 2개의 정적 스프레이 볼과 (b) 1개의 회전 분사 헤드의 TACT 원그래프
그림 4: 데드 레그
그림 5: 속도 및 길이/직경 측정값
그림 6: 두 금속 부품과 O링 씰 사이에 세정하기 어려운 층이 생길 수 있습니다
그림 7: 일반적인 공기층
표 I: 2가지 세정 작업의 매개변수
알파라발 소개
알파라발은 열전달, 분리 및 유체 취급 관련 주요 기술을 기반으로 특화 제품과 엔지니어링 솔루션을 제공하는 글로벌 공급업체입니다. 알파라발의 설비, 시스템 및 서비스는 고객들이 공정 성능을 최적화할 수 있도록 도움을 주기 위해 설계되었습니다. 솔루션은 식료품, 화학약품, 석유화학제품, 의약품, 전분, 설탕 및 에탄올을 생산하는 업계의 제품을 가열, 냉각, 분리 및 운송하는데 도움을 줍니다. 알파라발의 제품은 또한 발전소, 원양선박, 기계 엔지니어링 산업, 광업 등의 폐수 처리 뿐만 아니라 쾌적 기후 및 냉장 분야에 사용됩니다.
알파라발의 전세계적인 조직은 약 100여개국의 고객들과 긴밀히 협조하여 세계 무대를 누빌 수 있도록 도움을 줍니다. 알파라발은 노르웨이 증권거래소 Nordic Large Cap 부문에 상장되어 있으며 2011년에는 연 매출 약 286억 SEK(약 32억 유로)를 기록했습니다. 알파라발의 직원 수는 약 16,000명입니다.
문의처:
Per-Åke Ohlsson
Alfa Laval Lund AB, Box 74,
Rudeboksvägen 1, SE-22100
Lund, Sweden
전화 46 4636 74 18
이메일: perake.ohlsson@alfalaval.com

Let us know if you are going to use this press release. Thank you!