



Underlätta effektiv rengöring av utrustning
Både utrustningens utformning och rengöringsprocesserna är viktiga faktorer för en grundlig sterilisering och rengöring.
Sterilisering eller sanering används vanligen för att döda bakterier i system. Dessutom rengörs utrustningen för att avlägsna eventuella rester från den tidigare satsen av produkten, och spolas sedan för att avlägsna rengöringsvätskorna. För att säkerställa att steriliseringen och rengöringen är effektiv och säker räcker det inte att utveckla lämpliga processer. Genom att välja rätt produktionsutrustning kan du ytterligare förbättra både kostnadseffektivitet och patientsäkerhet.
Att tänka på vid val av utrustning
Den utrustning du väljer måste minimera risken för föroreningar på grund av olämpliga kontaktytor på produkten. Maskinerna bör inte släppa ut luftburna partiklar och damm i miljön, och heller inte orsaka risk för att oljan eller andra substanser som krävs för driften förorenar produkten. Om operatören inte kommer åt alla utrustningens ytor fullt ut är det helt enkelt inte möjligt att rengöra dem. För att möjliggöra effektiv rengöring måste utrustningen utformas med denna princip i åtanke .
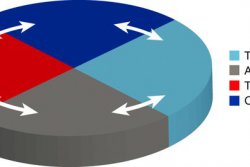
TACT-cirkeln (”time, action, chemicals, and temperature”, dvs. tid, aktivitet, kemikalier och temperatur) utvecklades ursprungligen av Sinner år 1960 och visar den rengöringseffekt som dessa parametrar genererar på utrustningens yta (se bild 1). Cirkeln visar i vilken utsträckning tiden, plus ytterligare minst en parameter, avlägsnar rester från en yta. Om en parameter ökas kan de andra minskas.
Om man exempelvis doppar sina oljiga händer i vatten blir de inte rena. Om man doppar dem i tvålvatten blir de rena men det tar lång tid. Om temperaturen på tvålvattnet höjs blir händerna rena snabbare. Och om man gnuggar händerna mot varandra blir de rena ännu snabbare. Mängden av restprodukter och produktens kontaktyta avgör vilken omfattning som krävs för rengöringsprocessen. Vilken typ av kemikalier som är mest lämplig och den bästa temperaturen avgörs av restprodukten. Hög ytaktivitet gör det möjligt för kemikalierna och temperaturen att verka mer effektivt, vilket gör det möjligt att reducera båda dessa parametrar, liksom rengöringstiden.
Eftersom aktiviteten ofta är inbyggd i utrustningens design är det viktigt att välja rätt utrustning för att sänka kostnader och underlätta rengöringen av systemet.
Den rengörande aktiviteten på utrustningens yta uppnås genom att rengöringsvätskor fördelas med hög flödeshastighet över alla produktens kontaktytor. Den här tekniken fördelar kemikalierna och temperaturen bättre än en låg flödeshastighet gör. En ökad flödeshastighet generar också hög turbulens och skjuvkraft på ytan, vilket säkerställer att kemikalierna och temperaturerna når långt in i restprodukterna och upplöser eller lossar dem säkert och effektivt.
Testa TACT-parametrar
För att kunna testa TACT-parametrarnas inverkan utformade författaren ett tankrengöringstest som innefattar två tankrengöringsenheter som genererar olika aktivitetsmängder. En statisk sprejkula genererar normalt en väggskjuvspänning på 2–5 Pa (dvs. fallande filmspänning, beroende på vätskans temperatur). Ett roterande jethuvud genererar normalt en väggskjuvspänning på 40–1 000 Pa (dvs. "jet impingement", beroende på strålens förskjutning i mönstret).
För att rengöra tanken i tillräcklig grad kördes två statiska sprejkulor i 48 minuter i en flödeshastighet på 20 m3/h och ett systemtryck på 2,5 bar. Ett roterande jethuvud uppnådde dock bättre resultat när det kördes i 14 minuter vid en flödeshastighet på 6 m3/h och ett systemtryck på 5,0 bar (se bild 2 och 3 samt tabell I).
Testet visade att teorin bakom TACT-cirkeln fungerar i praktiken. För att avlägsna en viss rest från en angiven yta kan parametrarna i TACT-cirkeln justeras för kostnadsoptimering (se bild 3). Genom ökad aktivitet var det möjligt att minska tiden, mängden kemikalier och värmeenergin och fortfarande uppnå ett lika bra eller bättre resultat. Höga skjuvkrafter kan ensamma avlägsna rester från de flesta ytor utan vare sig kemikalier eller höga temperaturer. Den här tekniken kan minska risken för föroreningar från rengöringskemikalier och sänka rengöringskostnaderna markant.
Fallgropar vid konstruktion av utrustning
Hög rengöringsaktivitet på alla kontaktytor på produkten minimerar risken för föroreningar och systemfel och möjliggör dessutom en kostnadseffektiv rengöring. Det finns dock en rad vanliga fallgropar vid konstruktion av utrustning som minskar möjligheterna att rengöra utrustningen. Blindledningar, fickor och sprickor, luftfickor och olämpliga ytor på utrustningen är fallgropar som är alltför vanligt förekommande i läkemedelsindustrin.
Blindledningar. Det finns en bred förståelse för att blindledningar bör undvikas eller minimeras i ett system (se bild 4). Enligt en del instruktioner bör inte längd till diameter-måttet (L/D) för blindledningar vara mer än 2, och i vissa fall inte mer än 3. Förhållandet mellan flödeshastigheten i huvudledningen och L/D-måttet förbises emellertid ofta. En hög flödeshastighet i huvudledningen gör att turbulensen når djupare ned i blindledningen och om turbulensen eller aktiviteten är tillräckligt stark kan den avlägsna resterna längst ned i blindledningen.
I en artikel från 1997 presenterar Haga et al. resultat från tester med olika flödeshastigheter i huvudledningen med olika L/D-mått (1). De fann att det för en L/D på 6 är möjligt att avlägsna rester korrekt om flödeshastigheten i huvudledningen är högre än 1,5 m/s. De fann även att det för en L/D på 3 är omöjligt att avlägsna resterna om flödeshastigheten i huvudledningen är lägre än 0,7 m/s (se bild 5).
Fickor och sprickor. Det finns ingen tumregel för djupet på fickor och sprickor. Bild 6 visar en typisk spricka som kan hittas i system för läkemedelstillverkning. Det står ofta i instruktioner att sprickor bör undvikas eller elimineras där så är möjligt. Rådet framstår som otillräckligt med tanke på att en spricka kan liknas vid en blindledning med ett L/D-mått på 50–100 jämfört med det normala 2–3. Enligt rönen från Haga et al. skulle det vara omöjligt att uppnå den flödeshastighet som krävs för att rengöra längst ned i en spricka. Således bör fickor och sprickor inte existera i system för läkemedelstillverkning, eftersom de alltid medför stora risker för förorening.
Luftfickor. Luftfickor kan beskrivas som uppochnedvända blindledningar eller sprickor (se bild 7). Även om rester inte ansamlas i luftfickor så fastnar de på dess ytor. Det är svårt att tappa ut luften från dessa fickor under rengöringsprocessen, vilket innebär att rengöringsvätskan inte når ända upp i luftfickan och följaktligen inte rengör den. Luftfickor måste därför elimineras eftersom de annars medför en hög risk för föroreningar.
Ytjämnhet. Ytjämnheten betraktas ofta som ett mått på den hygieniska utformningen. Principen är att ju jämnare ytan är, desto mer hygienisk och lättrengjord är den Men faktum är att principen är under diskussion. I en studie gjord 2003 av Hilbert et al. testades den bakteriella vidhäftningen till flera olika ytor och dessa ytors rengöringsmöjligheter (2). Ytorna, från 0,1 μm elektropolering till 0,8 μm mekanisk polering, uppvisade inga skillnader när det gällde vidhäftning eller rengöringsmöjlighet. Det främsta skälet var de enskilda bakteriernas relativt stora storlek jämfört med ytans förhållandevis små ojämnheter. Så länge som ytjämnheten är under Ra 0,8–1,0 μm är bakterierna för stora för att fastna mellan ojämnheterna i ytan. I en annan studie visade dock Riedewald att när bakterier samlades i en biofilm var vidhäftningen och rengöringsmöjligheterna beroende av ytjämnheten (3). Det är svårt för biofilm att få fäste på en jämn yta, och det är därmed lätt att lossa den från sådana ytor.
Detsamma gäller andra klibbiga restprodukter. I en studie från tekniska institutet i Kolding i Danmark testades rengöringsmöjligheterna för ytor som bestrukits med en yoghurtlösning som sedan ugnstorkats (4). Studien visade tydligt att ytan med ett lågt Ra-värde var lättare att rengöra än den med ett högt Ra-värde. De testade ytorna sträckte sig från Ra 0,15 till 2,4 μm. Elektropolerade ytor var även lättare att rengöra än mekaniskt polerade ytor, vilka i sin tur var lättare att rengöra än betade ytor. En korrekt konstruerad utrustning gör det möjligt att undvika ovanstående fallgropar och därmed underlätta en säker och kostnadseffektiv rengöring. Ju mer rengöringsaktivitet som tillämpas på alla produktens kontaktytor, desto enklare, säkrare och snabbare blir rengöringen av systemet.
Referenser
1. R. Haga et al., Pharm. Eng. 17 (5), 8–21 (1997).
2. L.R. Hilbert et al., Int. Biodeterior. Biodegradation 52 (3), 175–185 (2003).
3. F. Riedewald, PDA J. Pharm. Sci. Technol. 60 (3), 164–171 (2006).
4. D. Bagge-Rawn, Microbial Adhesion and Biofilm Formation in the Food Processing Industry (Tekniska universitetet i Danmark, Kolding, Danmark, 2007).
Bildtext:
Bild 1: TACT-cirkeln © AlfaLaval
Bild 2: En tank rengjord med (a) två statiska sprejkulor och (b) ett roterande jethuvud © AlfaLaval
Bild 3: TACT-cirklar för 8 (a) två statiska sprejkulor och (b) ett roterande jethuvud © AlfaLaval
Bild 4: Blindledning © AlfaLaval
Bild 5: Flödeshastighet och längd till diameter-mått © AlfaLaval
Bild 6: En ficka som är svår att rengöra kan uppstå mellan två metalldelar och en O-ringstätning © AlfaLaval
Bild 7: Typisk luftficka © AlfaLaval
Tabell I: Parametrar för två rengöringsoperationer © AlfaLaval
Om Alfa Laval
Alfa Laval är en ledande global leverantör av specialiserade produkter och tekniska lösningar baserade på företagets tre viktigaste tekniker: värmeöverföring, separering och vätskehantering. Företagets utrustning, system och tjänster bidrar till att förbättra prestanda i kundernas processer. De används för att värma, kyla, separera och transportera produkter i industrier som framställer livsmedel och drycker, kemikalier och petrokemikalier, läkemedel, stärkelse, socker och etanol. Alfa Lavals lösningar används också i kraftverk, ombord på fartyg, i verkstadsindustrin, i gruvindustrin, för hantering av avloppsvatten, för komfortklimat samt i kylsystem.
Alfa Lavals världsomspännande organisation arbetar nära kunderna i nästan 100 länder och hjälper dem att ligga i frontlinjen på den globala marknaden. Alfa Laval är noterat på Nordiska börsen, nordiska Large Cap och hade 2011 en årsomsättning på cirka 28,6 miljarder SEK (cirka 3,2 miljarder euro). Företaget sysselsätter 16 000 personer.
För tilläggsinformation, vänligen kontakta:
Per-Åke Ohlsson
Alfa Laval Lund AB, Box 74,
Rudeboksvägen 1, SE-22100
Lund, Sverige.
Telefon: 46 4636 74 18
E-post: perake.ohlsson@alfalaval.com

Vi uppskattar om Du tar dig tid att meddela om Du kommer att publicera nyheten. Tack på förhand!