



Vereinfachung der effizienten Gerätereinigung
Gerätedesign und Reinigungsverfahren spielen sowohl bei der gründlichen Sterilisation als auch bei der Reinigung eine Rolle.
Üblicherweise werden Sterilisation oder Desinfektion angewendet, um Bakterien in einem System abzutöten. Zudem werden die Geräte gereinigt, um Rückstände der vorherigen Produktcharge zu entfernen, und anschließend gespült, um die Reinigungsflüssigkeiten zu entfernen. Um sicherzustellen, dass Sterilisation und Reinigung effizient und sicher sind, reicht es nicht aus, die entsprechenden Verfahren zu entwickeln. Die Auswahl der richtigen Produktionsgeräte verbessert die Kosteneffizienz sowie die Patientensicherheit noch weiter.
Überlegungen bei der Geräteauswahl
Die gewählten Geräte müssen das Risiko einer Kontamination durch die unsachgemäße Produktberührung von Oberflächen minimieren. Maschinen sollten weder Partikel und Staub aus der Luft in die Umwelt abgeben, noch sollten sie das Risiko bergen, dass Öl oder andere für ihren Betrieb benötigten Substanzen das Produkt kontaminieren. Wenn ein Bediener nicht alle Geräteoberflächen angemessen erreichen kann, so kann er sie auch nicht reinigen. Zur Vereinfachung einer effizienten Reinigung müssen Geräte in Bezug auf dieses Prinzip konzipiert werden.
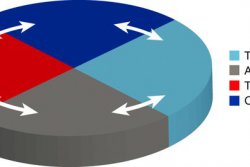
Der Kreis mit Zeit, Aktion, Chemikalie und Temperatur (Time, Action, Chemicals, Temperature = TACT) wurde ursprünglich von Sinner im Jahr 1960 entwickelt und zeigt die Reinigungswirkung, die diese Parameter in Bezug auf die Geräteoberfläche erzeugen (siehe Abbildung 1). Dieser Kreis zeigt, in welchem Umfang die Zeit plus mindestens einem weiteren Parameter zum Entfernen von Rückständen von einer Oberfläche beiträgt. Wenn ein Parameter erhöht wird, können die anderen möglicherweise reduziert werden.
Wenn zum Beispiel jemand fettige Hände in Wasser eintaucht, werden sie davon nicht sauber. Wenn man sie in Seifenwasser eintaucht, werden sie zwar sauber, aber erst nach langer Zeit. Erhöht man jedoch die Temperatur des Seifenwassers, werden die Hände schneller sauber. Wenn man nun zusätzlich die Hände aneinanderreibt, werden sie noch schneller sauber. Der Rückstand und die Produktkontaktfläche bestimmen die Größe, oder die Wirkung, die für den Reinigungsvorgang benötigt wird. Die am besten geeignete Art von Chemikalien und die entsprechende Temperatur werden je nach Rückstandsart bestimmt. Durch eine hohe Oberflächenaktion können Chemikalien und Temperatur effizienter wirken, was es ermöglicht, diese beiden Parameter sowie die Reinigungszeit zu reduzieren.
Da die Aktion häufig in das Gerätedesign einbezogen wird, kann die Auswahl der richtigen Geräte die Kosten reduzieren und die Reinigungsfähigkeit eines Systems steigern.
Die Reinigungswirkung an der Geräteoberfläche wird durch die Schaffung hoher Geschwindigkeit oder Strömung von Reinigungsflüssigkeiten auf allen produktberührten Flächen erreicht. Durch diese Technik verteilen sich Chemikalien und Temperatur besser als bei niedriger Geschwindigkeit. Eine erhöhte Geschwindigkeit erzeugt auch hohe Turbulenz und Scherkraft an der Oberfläche, was gewährleistet, dass die Chemikalien und Temperaturen tief in die Rückstände einwirken und sie sicher und effizient lösen oder trennen.
Testen von TACT-Parametern
Um den Einfluss der TACT-Parameter zu testen, entwarf der Autor einen Tankreinigungstest mit zwei Tankreinigungsgeräten, die unterschiedliche Aktionsstärken erzeugten. Eine statische Sprühkugel erzeugt typischerweise eine Wandschubspannung von 2-5 Pa (d.h. fallende Filmspannung in Abhängigkeit von der Flüssigkeitstemperatur). Ein rotierender Düsenkopf erzeugt typischerweise eine Wandschubspannung von 40–1000 Pa (d.h. Strahlaufprall je nach Strahlmusterstruktur).
Um den Tank ausreichend zu reinigen, liefen zwei statische Sprühköpfe 48 Minuten lang bei einem Durchfluss von 20 m3/h und einem Systemdruck von 2,5 bar. Ein rotierender Düsenkopf erzielte jedoch bessere Ergebnisse, als er 14 Minuten lang bei einem Durchfluss von 6 m3/h und einem Systemdruck von 5,0 bar lief (siehe Abbildungen 2 und 3 und Tabelle I).
Der Test zeigte, dass die Theorie des TACT-Kreises in der Praxis funktioniert. Um einen bestimmten Rückstand von einer bestimmten Oberfläche zu entfernen, können die Parameter des TACT-Kreises zur Kostenoptimierung angepasst werden (siehe Abbildung 3). Durch eine Erhöhung der Aktion konnten die Zeit, die Menge an Chemikalien und die Wärmenergie reduziert und trotzdem ein gleiches oder besseres Ergebnis erreicht werden. Hohe Scherkräfte können Rückstände von den meisten Oberflächen selbst entfernen, ohne dass dazu Chemikalien oder hohe Temperaturen erforderlich sind. Diese Technik kann die Gefahr einer Kontamination durch Reinigungschemikalien reduzieren und die Reinigungskosten drastisch reduzieren.
Gefahren des Gerätedesigns
Eine starke Reinigungswirkung gegenüber allen produktberührenden Oberflächen minimiert die Risiken einer Kontamination und der Fehlfunktion des Systems und ermöglicht zudem eine kostengünstige Reinigung. Einige Tücken beim Design beeinträchtigen jedoch die Reinigungsfähigkeit von Geräten. Toträume, Taschen und Fugen, Lufttaschen und ungeeignete Geräteoberflächen sind Gefahren, die in der pharmazeutischen Industrie zu häufig vorkommen.
Toträume. Es wird allgemein anerkannt, dass Toträume in einem System vermieden oder minimiert werden sollten (siehe Abbildung 4).
Einige Vorgaben legen fest, dass das Verhältnis von Länge zu Durchmesser (L/D) bei Toträumen nicht mehr als 2 betragen sollte, und in einigen Fällen nicht mehr als 3. Das Verhältnis zwischen der Geschwindigkeit im Hauptrohr und der L/D-Messung wird jedoch oft übersehen. Eine hohe Geschwindigkeit im Hauptrohr sorgt dafür, dass die Turbulenz tiefer in den Totraum reicht, und wenn die Turbulenz oder Aktion stark genug ist, entfernt sie die Rückstände unten im Totraum.
In einem 1997 erschienenen Artikel präsentierten Haga et al. Ergebnisse aus Tests mit verschiedenen Geschwindigkeiten im Hauptrohr bei verschiedenen L/D-Messungen (1). Sie fanden heraus, dass bei einem L/D von 6 es möglich ist, den Rückstand ausreichend zu entfernen, wenn die Geschwindigkeit im Hauptrohr mehr als 1,5 m/s beträgt. Sie fanden ebenfalls heraus, dass bei einem L/D von 3 es unmöglich ist, den Rückstand zu entfernen, wenn die Geschwindigkeit im Hauptrohr niedriger als 0,7 m/s ist (siehe Abbildung 5).
Taschen und Fugen. Es gibt keine Faustregel, welche die Tiefe von Taschen und Fugen regelt. Abbildung 6 zeigt eine typische Fuge, wie sie in pharmazeutischen Anlagen vorkommt. Viele Vorgaben legen fest, dass Fugen nach Möglichkeit vermieden oder beseitigt werden sollten. Diese Aussage wirkt schwach, wenn man bedenkt, dass eine Fuge mit einem Totraum mit einem L/D-Maß von 50–100 verglichen werden könnte, im Gegensatz zu dem normalen Wert von 2–3. Nach Haga et al. wäre es unmöglich, die erforderliche Geschwindigkeit zu erreichen, um den Boden einer Fuge zu reinigen. Daher sollten in pharmazeutischen Systemen weder Taschen noch Fugen existieren, da sie immer ein großes Kontaminationsrisiko darstellen.
Lufttaschen. Lufttaschen können als Toträume oder Fugen beschrieben werden, die auf dem Kopf stehen (siehe Abbildung 7). Auch wenn sich Rückstände nicht in einer Lufttasche ansammeln, haften sie an ihrer Oberfläche. Es ist schwierig, beim Reinigungsvorgang die Luft aus diesen Taschen zu entfernen, was bedeutet, dass die Reinigungsflüssigkeit den oberen Teil der Lufttasche nicht erreichen und sie dementsprechend auch nicht reinigen kann. Lufttaschen müssen daher beseitigt werden, da sie sonst ein hohes Kontaminierungsrisiko darstellen.
Oberflächengüte. Die Oberflächengüte wird häufig als Maß für ein hygienisches Design angesehen. Die Maxime ist, dass je glatter die Oberfläche ist, sie umso hygienischer und leichter zu reinigen ist. Aber dieses Prinzip lässt Fragen offen. Eine Studie von Hilbert et al. aus dem Jahr 2003 hat die Adhärenz von Bakterien an verschiedenen Flächen und der Reinigungsfähigkeit dieser Flächen (2) überprüft. Die Oberflächen, von 0,1 μm elektropoliert bis 0,8 μm mechanisch poliert, zeigten keine Unterschiede bei Haftung oder Reinigungsfähigkeit. Der Hauptgrund war die relativ große Größe der einzelnen Bakterien im Vergleich mit der geringen Größe der Unebenheiten der Oberfläche. Solange die Oberflächengüte unterhalb von RA 0,8–1,0 μm liegt, sind die Bakterien zu groß, um sich zwischen den Unebenheiten zu verfangen. In einer anderen Studie wies Riedewald jedoch nach, dass, wenn sich Bakterien in einem Biofilm ansammeln, die Haftfähigkeit und Reinigungsfähigkeit von der Oberflächengüte (3) abhängen. Es ist schwierig für einen Biofilm, sich an eine glatte Oberfläche zu hängen, und somit ist es einfach, ihn von einer solchen Oberfläche zu entfernen.
Das Gleiche gilt für andere haftende Rückstände. Eine Studie am Technischen Institut von Kolding, Dänemark, untersuchte die Reinigungsfähigkeit von Oberflächen, die mit einer Joghurt-Lösung versetzt waren, die im Ofen getrocknet war (4). Diese Studie zeigte deutlich, dass eine Oberfläche mit einem niedrigen Ra-Wert leichter zu reinigen ist als eine mit einem hohen Ra-Wert. Die getesteten Flächen reichten von Ra 0,15 bis 2,4 μm. Elektropolierte Oberflächen waren außerdem einfacher zu reinigen als mechanisch polierte Oberflächen, die wiederum leichter zu reinigen sind als gebeizte Oberflächen. Korrekt konstruierte Geräte vermeiden die oben genannten Gefahren und erleichtern so eine sichere, kostengünstige und effiziente Reinigung. Je mehr Aktion bei der Reinigung auf alle Produktkontaktflächen angewendet wird, desto einfacher, sicherer und schneller wird die Reinigung des Systems.
Referenzen
1. R. Haga et al., Pharm. Eng. 17 (5), 8–21 (1997).
2. L.R. Hilbert et al., Int. Biodeterior. Biodegradation 52 (3), 175–185 (2003).
3. F. Riedewald, PDA J. Pharm. Sci. Technol. 60 (3), 164–171 (2006).
4. D. Bagge-Rawn, Microbial Adhesion and Biofilm Formation in the Food Processing Industry (Technical University of Denmark, Kolding, Denmark, 2007).
Bildunterschrift:
Abb 1. Der Kreis mit Zeit, Aktion, Chemikalie und Temperatur © AlfaLaval
Abb 2: Ein Tank, der mit (a) zwei statischen Sprühkugeln und (b) einem rotierenden Düsenkopf gereinigt wird © AlfaLaval
Abb 3. TACT-Kreise für 8a) zwei statische Sprühköpfe und (b) einen rotierenden Strahlkopf © AlfaLaval
Abb 4. Totraum © AlfaLaval
Abb 5: Messung von Geschwindigkeit und Länge/Durchmesser © AlfaLaval
Abb 6: Eine schwer zu reinigende Tasche kann sich zwischen zwei Metallteilen und einer O-Ring-Dichtung bilden © AlfaLaval
Abb 7: Typische Lufttasche © AlfaLaval
Tabelle I: Parameter von zwei Reinigungsvorgängen © AlfaLaval
Infos zu Alfa Laval
Alfa Laval ist ein weltweit führender Anbieter von Spezialprodukten und kundenspezifischen Verfahrenslösungen, die auf dem einzigartigen Erfahrungs- und Wissensschatz in den drei Schlüsseltechnologien Separation, Wärmeübertragung und Fluid Handling aufbauen. Unsere Ausrüstungen, Systeme und Dienstleistungen sind auf die Leistungsoptimierung der Prozesse unserer Kunden ausgelegt. Wir unterstützen unsere Kunden bei der Erhitzung, Kühlung, Trennung und dem Transport von Produkten der Getränke- und Lebensmittelindustrie sowie von Chemikalien und Petrochemikalien, Pharmazeutika, Stärke, Zucker und Ethanol. Die Produkte von Alfa Laval werden auch in Kraftwerken, auf Schiffen, in der Schwerindustrie, in der Bergbauindustrie und für die Abwasserverarbeitung eingesetzt sowie in der Klimatechnik und in Kälteanwendungen.
Unsere weltweite Organisation arbeitet eng mit Kunden in nahezu 100 Ländern zusammen, um ihre Wettbewerbsfähigkeit global zu steigern. Alfa Laval ist an der Börse Nordic Exchange, Nordic Large Cap, notiert, und erwirtschaftete 2011 einen Jahresumsatz von ca. 28,6 Mrd. SEK (ca. 3,2 Mrd. Euro). Das Unternehmen beschäftigt 16.000 Mitarbeiter.
Für mehr Informationen
Per-Åke Ohlsson
Alfa Laval Lund AB, Box 74,
Rudeboksvägen 1, SE-22100
Lund, Schweden
Telefon. 46 4636 74 18
E-Mail: perake.ohlsson@alfalaval.com

Let us know if you are going to use this press release. Thank you!